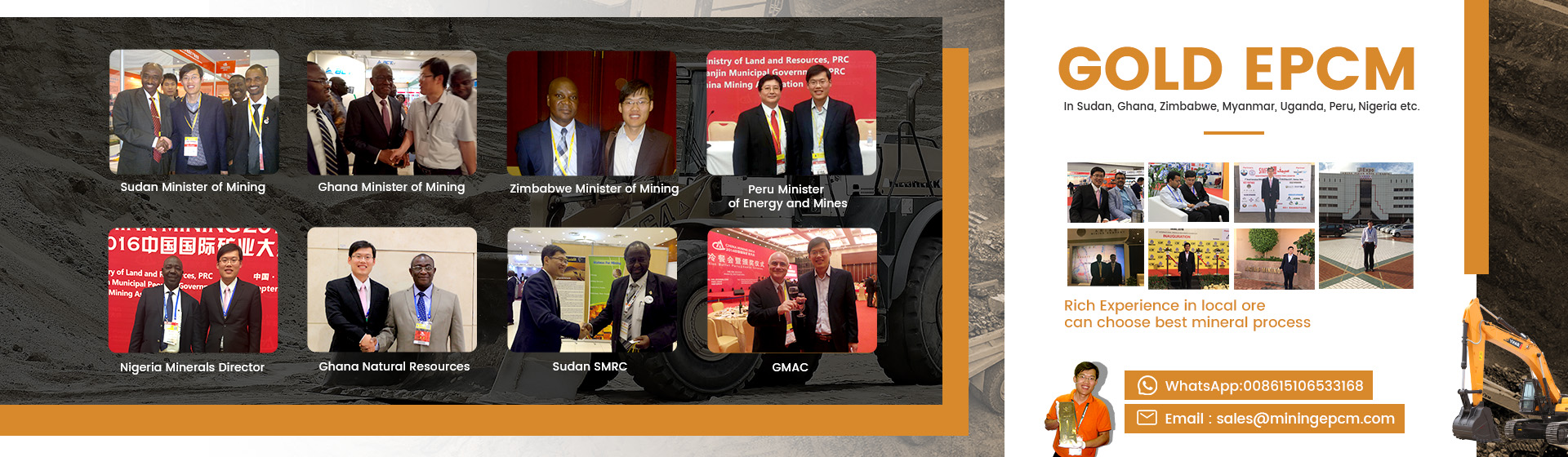
烟台鑫弘矿山工程设备有限公司成立于2018年3月,公司地址位于烟台开发区业达科技园。主营:采矿设备及备件,选矿设备及备件,工程设备及备件。公司产品常年出口东南亚及非洲。主要出口地区:苏丹,津巴布韦,坦桑尼亚,加纳,埃塞俄比亚,缅甸,印度尼西亚,老挝,越南等国。公司愿景:鑫怀世界矿山,弘扬中国品质。




























设备展示 / EQUIPMENT




新闻中心 / NEWS
-
烟台鑫弘矿山工程设备有限公司:磨矿分级阶段的重要指标及影响因素有哪些?
选矿厂的准备阶段对整个选矿工艺流程的指标有很大影响,尤其是磨矿分级阶段,这个过程产生的效果将直接影响后续的作业流程。在这个阶段可以使用哪些指标来进行衡量呢?一般来讲,磨矿分级阶段的效果好坏会使用磨矿细度、磨机的生产能力、和磨矿分级阶段的效率这三个指标进行衡量。本文烟台鑫弘矿山工程设备有限公司将就这些指标以及其影响因素逐一进行阐述。1、磨机的磨矿细度我们通常使用标准筛200目的筛子筛分产品的细度以及达到该细度的产品占总量的百分比来表示,例如磨矿细度-200目占50%或-0.074mm占50%,百分数越大,产品越细。对于大多数矿石而言,磨矿细度越细,有用矿物的解离就越充分,这样能够提高有用矿物的回收率。因此一般地,在处理量一定的条件下,会尽可能地提高磨矿细度。此外,在保证选矿指标的前提下,适当放宽磨矿细度可以降低磨矿分级作业的能耗,提高生产率。影响磨矿细度的因素有很多,包括原矿性质、矿石硬度、破碎粒度、给矿量大小、磨矿机给料端和出料端水量的大小、磨矿浓度、钢球充填率及大小配比、分级机开口大小及返砂比的大小等等。有些矿物磨矿细度过细易产生矿泥,因此磨矿细度并不是越细越好,一般达到大部分有用矿物单体解离的细度即可。2、磨机的生产能力磨机的生产能力可以细分为两个参数,即磨机的台时生产能力和单位磨机容积处理量。(1)磨机的台时生产能力这个参数指的是在一定给矿量和产品粒度下,每小时内磨机处理的矿石量,单位为t/(台•h)。(2)单位磨机容积处理量这个参数通常使用英文字母q表示,指磨机在单位时间内有效容积处理矿石量的平均值。单位为吨/(立方米·小时),它是衡量磨机工作好坏的重要指标之一。在给矿粒度和产品粒度都相近的情况下,可以通过单位磨机容积处理量这个指标来判断磨机内矿石性质和操作条件。通过提高单位磨机容积处理量,可以有效改善磨机的台时生产能力。这两个参数的影响因素主要包括:给入磨机的入料性质、产品的粒度要求、磨机的种类和型号、磨机转速、介质、充填率等等。想要提高磨机台时产量,可以通过减小磨机给矿粒度和预先除去围岩、夹石的方法实现,也就是提高入选原矿质量,使矿石的可磨性得到改善,并增加磨矿量,在磨机产量得到提高的同时减少能耗。3、磨矿分级阶段的效率在磨矿分级阶段的效率主要指磨矿效率,即每消耗1千瓦·时电能所处理的矿量,也称为磨机的单位生产率。具体来讲就是每消耗1千瓦·时电能所获得的指定级别(通常为200目)产品的吨数,单位功耗生产率能较真实地从耗能上反映磨机的工作情况,故设计时常用它计算和选择选矿设备。影响磨矿效率的因素包括:初次添加钢球的配比、钢球质量、钢球添加方式、钢球充填率、磨矿浓度、返砂比及分级机效率、助磨剂作用等等。选矿厂建设之初,这三个指标的确定应根据试验和设计确定,建议咨询能够自主生产选矿设备且拥有选矿厂设计资质的厂商,使磨矿分级阶段的设备和指标能够相互贴合,缩小投产后的指标误差。在实际生产中,结合以上三个指标能够对选矿厂磨矿分级阶段的生产运行状态进行有效判断,对于磨矿分级阶段的操作人员来讲,应了解如何用这三个工艺指标判断磨矿分级阶段的效果,并通过异常指标排查问题,找出影响指标的因素,使选矿厂的平稳运行得到保障。
-
烟台鑫弘矿山工程设备有限公司:摇床有哪些操作技巧和维护要点!
摇床是应用广泛的重选选矿设备之一。摇床分选性高,选出的精矿富集比很高。在摇床的运行过程中,矿物分离在床面和横向水流的共同作用下实现。为了减少故障和提高分选效率,操作人员需要认真了解摇床的操作技巧,并进行维护。一、摇床操作技巧在操作摇床时,需要仔细观察摇床床面的分区和控制适宜的床面纵、横坡度。除此之外,还需要考虑分选过程中的给矿粒度、给矿量、给矿浓度、冲洗水、冲程和冲次等因素。下面我们针对上述几个主要因素,来对摇床的操作技巧进行简单的说明。1、摇床床面分区床面分为精矿区、中矿区、尾矿区和矿泥区。正常情况下,矿泥区的宽度为0.9~1.4m。尾矿区的矿流要平稳且不产生急流或拉沟现象,矿层的厚度需适宜,需被水盖过。尾矿区可通过调节给矿浓度和给矿槽砂孔来控制。中矿区是分出中矿的区间,主要靠调节冲洗水和横向坡度来控制。精选区要求各种比重矿物的分带明显,要使精选区和初选区形成一条稳定而明显的界线,此区靠调节冲洗水和横向坡度来控制。2、摇床床面的横、纵向坡度在设备安装时,确定纵向坡度,粗砂区在纵向有1°~2°的倾斜,细砂区0.5°~1.0°,矿泥区基本无坡度。床面在横向上呈1.5°~5°由给矿端向对边倾斜。在摇床实际操作过程中,需要准确控制摇床床面纵、横坡度。通常情况下,如果矿物颗粒较粗时,应该适当提高摇床床面的横向坡度。反之,如果矿物颗粒较细时,则需要调低床面的横坡。一般粗砂区、细砂区和矿泥区橫向坡度范围分别是2.5°~4.5°、1.5°~3.5°和1°~2°。3、给矿粒度给矿粒度要适当。入料粒度上限为2~3mm,下限为0.037mm。一般经过预先分级保证各级别粒度均匀,为了保证摇床各级别粒度均匀,且入料粒度在适合的范围内,需观察精矿带中矿带及淘洗检查尾矿。4、给矿量给矿量大小与入料粒度的粗细相关。如果矿粒较粗时,需要的给矿量就越大;但是如果给矿量过大,则会引起分带问题,在这种情况下,需移动精矿截取板,加大冲洗水和摇床床面的横向坡度。需要注意的是,一旦找到准确的给矿量,给矿过程需保证持续不断,并保持均匀。5、给矿浓度在分选过程中,需要保证适宜的给矿浓度。一般情况下,粗、细粒矿物的给矿浓度分别为20% ~ 30%和15%~25%。当摇床床面出现拉沟问题时,可适当增加给矿浓度来进行调节;反之,如果出现砂堆,此时就需要减小给矿浓度。给矿浓度可通过调节给矿水量来控制。6、冲洗水冲洗水包括给矿水和洗涤水。在操作摇床时,当精矿带变窄,出现精矿跑入中矿时,需要减小冲洗水量;反之,如果出现摇床床面露出无水膜,则需要适当加大冲洗水量。在控制冲洗水量时,需仔细观察矿浆流速和精矿带的宽窄。7、冲程和冲次冲程和冲次主要受矿物的入选粒度、摇床负荷及矿石的密度影响。选别粗粒、床层厚的物料时,应使用大冲程、小冲次;反之,则需使用小冲程、大冲次。当出现故障时,需要检查冲程冲次是否适当,若有异常,需要及时调整。二、摇床维护要点1、需定时检查各部件是够完好,主要包括摇床的床面、床头和机架。首先需要检查摇床床面是否接触非摇动部件,床面的倾斜程度,如果发现摇床表面有损坏,可配制树脂填料耐磨剂进行修复。2、检查床头部件的磨损情况,当发现该部件磨损情况十分严重时,需及时更换。3、查看螺丝是否松动,拉杆的位置,弹簧是否损坏,摇床滑动面是否良好。如果出现异常声响,需及时找到并消除。4、在存放盒摇动时,需要特别注意防止摇床床面发生变形,不可在日光下暴晒、雨淋,引起潮湿。5、停车时,为了避免杂质氧化结垢,需用水把摇床床面冲洗干净。如出现结垢,需及时清除。为了提高的摇床工作效率,烟台鑫弘建议您,在充分考虑实际情况下,可以参考上述的操作技巧和维护要点来合理使用摇床,减少和解决选别过程中的各种问题。
-
烟台鑫弘矿山工程设备有限公司:球磨机突发性故障有哪些,该如何解决?
我们都知道,球磨机设备是整个选矿厂中投资占比相当大的设备,约占50%以上,因此,确保球磨机的正常运行,是保证整个选厂正常生产的必要条件。然而球磨机在应用时,时常会出现一些故障,因此影响其生产效率。那么如何有效的解决或者避免球磨机故障,是提高球磨机工作效率的有效途径。今天,烟台鑫弘矿山工程设备有限公司为大家整理一些球磨机的突发性故障及解决办法。球磨机突发性故障,一般是因长期处于高速运行状态、岗位工作责任心及操作不当等多重原因导致。1、球磨机的定子线圈被击穿在球磨机整个系统中,物料周围的空气中会存在含铁的粉尘,经过长时间的运转,含铁的粉尘会粘附在球磨机定子的线圈上,当达到一定厚度时,会致使定子线圈的表面出现短路放电情况。当多次出现短路现象后,会破损线圈的绝缘体,造成打火击穿现象,致使球磨机停止运行。在没有备用电机的情况下,磨矿工作难以继续下去。因此我们可将此次故障与汽车缺缸的情况相关联,便能找到解决办法。此时,应立即断掉击穿线圈,并采用科学的保护措施,再次启动球磨机,便可继续生产工作。2、球磨机的滑动轴出现擦伤球磨机滑动轴经过长时间的磨损,球磨机达到了一定厚度后,的球面体与瓦衬难以结合,便会出现擦伤现象。一般,出现该种情况多是因为中空轴的熟料温度过高,中空轴外表面的温度也较高,导致润滑油过于稀释,失去了粘度,难以形成良好的油膜,造成瓦衬和轴颈摩擦,产生热量,迅速升温,使瓦衬表面被融化出现擦伤。如果没有备用球面瓦时,只能停机检查,修复瓦面再继续使用。可通过挫、削、打磨等方法,恢复刮痕处表面的光滑度,而未受损坏部分,需刮出一个微型油槽,修复瓦口,并将球磨机中的物料与研磨介质卸空,采用人工方法,转动筒体进行空载研磨,,待达到一定程度时与传动部分进行联动空载试的运转,再物料和研磨介质装入到球磨机中进行负荷运转,使球磨机恢复正常作业。3、球磨机的筒体螺丝及中空轴断裂球磨机在筒体和中空轴链接的过程中,筒体需与法兰打通孔,通过螺丝扣进行销子销接,通孔只需普通螺丝连接即可,其中铰制孔主要用来限位及定位作用。球磨机在长期运行后,会因热胀冷缩、扭曲变形、高温腐蚀、水气腐蚀等,使销孔与铰制孔的配合尺寸会发生变化,出现松动现象,导致位置限定难以实现。又因扭曲,螺丝开始松动,使筒体与中空轴发生周期性错位,如果长时间对螺丝拉伸,会导致螺丝断裂。根据多年经验,出现该种故障后,可将螺丝改成铰制销子进行连接,目前,还没有出现过铰制销子断裂的现象。4、球磨机滑动轴承的温度升高球磨机在运行过程中,其头部基础出现滑动且轴承的温度突然升高现象,该现象多是因头部基础部分有所下沉,磨体的整体前移且倾斜,球磨机的球面瓦轴肩与中空轴的法兰根部经过挤压接触和旋转摩擦,产生热量致使温度迅速升高。该种情况可能会导致球磨机发生倾斜,大齿圈与小齿轮的啮合会形成轴向夹角,相互切齿,使啮合得难度增加,造成巨大声音且震动加剧,严重时会导致球磨机停机。该现象出现后,需停机检查,将接地的脚螺栓进行焊接并加长,楔人垫铁,使轴承座抬高,能够控制住滑动轴承的温度以及传动部分的声音。上述4点是球磨机常见的突发性故障,待发现问题时,须及时准确的分析和判断其故障原因,并根据故障原因找其相应的处理办法,使球磨机损坏的部件得到及时修复并正常的运转,才能保证生产顺利进行,降低损失。
公司荣誉 / MANAGEMENT




